Antes da inicialização do equipamento, é necessário garantir que a contaminação residual por hidrocarbonetos, detritos de construção e objetos estranhos sejam removidos do tubo de oxigênio gasoso, sem impacto para o pessoal, o equipamento ou o meio ambiente. Devido aos requisitos do sistema de oxigênio, não pode haver partículas ou descoloração, pois é necessário um nível mais alto de limpeza.
Preocupação com a segurança das tubulações de oxigênio gasoso
Um sistema de oxigênio é inerentemente perigoso devido aos contaminantes ou detritos de objetos estranhos que podem inflamar-se e sustentar uma combustão prolongada. Todos os sistemas de tubulação possuem mecanismos de ignição. Um sistema de tubulação de oxigênio seguro é aquele em que todos os mecanismos de ignição estão inativos. Os incêndios em tubulações metálicas ocorrem com mais frequência quando um ou vários mecanismos de ignição estão presentes e ativos.
Em uma atmosfera enriquecida com oxigênio, os materiais têm uma temperatura de autoignição mais baixa. Quando limalhas de metal queimam, a temperatura pode ultrapassar 2700 °C, o que é o dobro da temperatura de fusão do material do tubo. Qualquer contaminação residual tem o potencial de se tornar um mecanismo de ignição que poderia iniciar um incêndio por oxigênio.
Técnicas de limpeza com oxigênio
Limpeza das mãos
Método de limpeza utilizando ferramentas manuais, tais como escovas de arame, raspadores ou outras ferramentas manuais de impacto, ou uma combinação destes métodos, para remover ferrugem solta, escória e salpicos de soldadura soltos ou incrustações soltas.
Limpeza manual
Um método de limpeza mecânica que utiliza um pano limpo e sem fiapos, umedecido com uma solução de limpeza ou solvente, para limpar apenas pequenas áreas selecionadas em componentes ou sistemas. Este procedimento é preferível para superfícies lisas de aço inoxidável, em vez de superfícies ásperas de aço carbono.
Limpeza de ferramentas elétricas
Um método de limpeza preliminar utilizando ferramentas elétricas, tais como esmerilhadeiras, escovas de aço motorizadas e ferramentas de impacto elétricas, pode ser utilizado para remover incrustações soltas, ferrugem solta e tinta solta.
Limpeza antes e depois da utilização de ferramentas elétricas
Limpeza de alta pressão com limpador aquoso
Um processo mecânico de aplicação de uma solução de limpeza aquosa sob pressão a um componente ou sistema. Isso irá remover a contaminação da superfície e facilitar a remoção de contaminantes, ao mesmo tempo que conserva solventes mais caros. Este procedimento é muito adequado para a pré-limpeza de parafusos e materiais de tubulação a granel. A lavagem com spray pressurizado com um limpador aquoso deve ser sempre seguida.
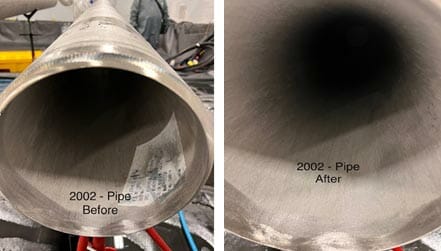
Antes e depois da limpeza com alta pressão
Descarga de alta velocidade
A lavagem aquosa de alta velocidade garantirá que nenhuma partícula prejudicial permaneça na tubulação da linha de oxigênio. As taxas de fluxo foram projetadas para atingir uma velocidade mínima do fluido de 3 m/s com um número de Reynolds superior a 4000, a fim de garantir a existência de um regime de fluxo turbulento para a remoção adequada das partículas. Além disso, o fluido de lavagem será aquecido a 60 °C para melhorar a eficácia de desengraxamento do limpador industrial. O aumento da temperatura também reduzirá a viscosidade da água, o que diminui a espessura da camada limite contra a parede do tubo e ajuda a aumentar a turbulência.
Nosso limpador industrial não é corrosivo, inflamável ou tóxico (seja por inalação de vapores, contato com a pele ou ingestão). Este limpador ajuda a manter o equipamento limpo e livre de corrosão.
Jatos de ar/nitrogênio
Um processo de limpeza em que um sistema de tubulação fechado é comprimido com ar ou nitrogênio sem hidrocarbonetos, e esse gás é então rapidamente descarregado para a atmosfera. O objetivo é que os detritos particulados sejam descarregados do sistema de tubulação durante esse processo. Portanto, normalmente são necessários sopros repetidos.
Técnicas de inspeção
Antes da instalação, todos os equipamentos “limpos para serviço de oxigênio” devem ser inspecionados, no mínimo, por meio de inspeção visual direta, usando luz branca brilhante e luz ultravioleta para verificar se há contaminação.
Inspeção com luz branca
As superfícies metálicas e não metálicas devem ser inspecionadas com uma luz branca brilhante.
Inspeção ultravioleta (UV)
Qualquer superfície ou área de uma peça que brilhe ou fluoresça indica possível contaminação. Portanto, a inspeção UV é realizada em um ambiente escuro.