Antes de poner en marcha el equipo, es necesario asegurarse de que se hayan eliminado los restos de contaminación por hidrocarburos, los residuos de construcción y los objetos extraños de la tubería de oxígeno gaseoso sin que ello afecte al personal, al equipo o al medio ambiente. Debido a los requisitos del sistema de oxígeno, no puede haber partículas ni decoloración, ya que se requiere un mayor nivel de limpieza.
Preocupación por la seguridad de las tuberías de oxígeno gaseoso
Un sistema de oxígeno es intrínsecamente peligroso debido a los contaminantes o residuos de objetos extraños que pueden inflamarse y mantener una combustión sostenida. Todos los sistemas de tuberías tienen mecanismos de ignición. Un sistema de tuberías de oxígeno seguro es aquel en el que todos los mecanismos de ignición están inactivos. Los incendios en tuberías metálicas se producen con mayor frecuencia cuando hay uno o varios mecanismos de ignición presentes y activos.
En una atmósfera enriquecida con oxígeno, los materiales tienen una temperatura de autoignición más baja. Cuando las limaduras metálicas se queman, la temperatura puede superar los 2700 °C, lo que duplica la temperatura de fusión del material de la tubería. Cualquier contaminación residual tiene el potencial de convertirse en un mecanismo de ignición que podría iniciar un incendio por oxígeno.
Técnicas de limpieza con oxígeno
Limpieza de manos
Método de limpieza mediante herramientas manuales, como cepillos de alambre, rascadores u otras herramientas de impacto manuales, o una combinación de estos métodos, para eliminar el óxido suelto, las escorias y salpicaduras de soldadura sueltas o la cascarilla de laminación suelta.
Limpieza manual
Método de limpieza mecánica que utiliza un paño limpio y sin pelusa humedecido con una solución limpiadora o disolvente para limpiar solo pequeñas áreas seleccionadas de componentes o sistemas. Este procedimiento es preferible para superficies lisas de acero inoxidable en lugar de superficies rugosas de acero al carbono.
Limpieza de herramientas eléctricas
Se puede utilizar un método de limpieza preliminar con herramientas eléctricas, como amoladoras, cepillos de alambre eléctricos y herramientas de impacto eléctricas, para eliminar la cascarilla, el óxido y la pintura sueltos.
Limpieza antes y después del uso de herramientas eléctricas
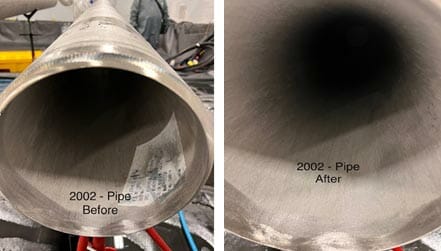
Limpieza a alta presión con limpiador acuoso
Proceso mecánico que consiste en aplicar una solución limpiadora acuosa a presión sobre un componente o sistema. Esto eliminará la contaminación de la superficie y facilitará la eliminación de contaminantes, al tiempo que se ahorran disolventes más caros. Este procedimiento es muy adecuado para la limpieza previa de pernos y tuberías a granel. Siempre debe seguirse un lavado a presión con un limpiador acuoso.
Antes y después de la limpieza a alta presión
Descarga de alta velocidad
El lavado acuoso a alta velocidad garantizará que no queden partículas nocivas en las tuberías de la línea de oxígeno. Los caudales se han diseñado para alcanzar una velocidad mínima del fluido de 3 m/s con un número de Reynolds superior a 4000, a fin de garantizar un régimen de flujo turbulento que permita la eliminación adecuada de las partículas. Además, el fluido de lavado se calentará a 60 °C para mejorar la eficacia desengrasante del limpiador industrial. El aumento de la temperatura también reducirá la viscosidad del agua, lo que disminuye el espesor de la capa límite contra la pared de la tubería y ayuda a aumentar la turbulencia.
Nuestro limpiador industrial no es corrosivo, inflamable ni tóxico (ya sea por inhalación de vapores, contacto con la piel o ingestión). Este limpiador ayuda a mantener el equipo limpio y libre de corrosión.
Soplos de aire/nitrógeno
Proceso de limpieza en el que se comprime un sistema de tuberías cerrado con aire sin hidrocarburos o nitrógeno, y a continuación se descarga rápidamente este gas a la atmósfera. El objetivo es que los residuos particulados se descarguen del sistema de tuberías durante este proceso. Por lo tanto, normalmente se requieren soplos repetidos.
Técnicas de inspección
Antes de la instalación, todos los equipos «limpiados para servicio con oxígeno» deben inspeccionarse, como mínimo, mediante una inspección visual directa, utilizando tanto luz blanca brillante como luz ultravioleta para detectar contaminación.
Inspección con luz blanca
Las superficies metálicas y no metálicas se inspeccionarán con una luz blanca brillante.
Inspección ultravioleta (UV)
Cualquier superficie o zona de una pieza que brille o sea fluorescente indica una posible contaminación. Por lo tanto, la inspección UV se realiza en un entorno oscuro.