Why Nitrogen?
Nitrogen (N2) is a colorless, odorless, and tasteless gas that makes up 78.09% (by volume) of the air we breathe. It has several properties that make it an ideal tool for use in the energy industry. Nitrogen is inert, nonreactive, nontoxic, and noncorrosive. It is also non-flammable: a nitrogen atmosphere will not support combustion.
Nitrogen is produced in large volumes in both gas and liquid form by cryogenic distillation; smaller volumes may be produced as a gas by pressure swing adsorption (PSA) or diffusion separation processes (permeation through specially designed membrane). Cryogenic processes can produce very pure nitrogen. When produced in cryogenic facilities, nitrogen is shipped in liquid form and transported in specialized insulated tank trucks suitable for handling the extreme low temperatures of nitrogen in its liquid state.
Refineries, petrochemical plants, and marine tankers use nitrogen to purge equipment, tanks, and pipelines of dangerous vapors and gases (for example, after completing a pipeline transfer operation or ending a production run) and to maintain an inert and protective atmosphere in tanks storing flammable liquids.
Nitrogen as a Cooling Agent
Another important application for nitrogen is to use it to cool and inert reactors filled with catalyst during the shutdown process for maintenance work. The inert environment created from nitrogen prevents any combustible reactions from occurring. Flowing cold nitrogen through a unit can also substantially reduce the amount of time it would take to cool the unit than if it were allowed to cool naturally.
Depending on the system design, nitrogen can be used for accelerated cool downs in either a gaseous or liquid phase ranging from -196˚C to +400˚C. During a once-through (gas-phased) cool down, nitrogen gas is pumped through a process system. As the gas moves though the reactor, it exchanges heat with any matter it comes into contact with, resulting in an accelerated cool down. When using nitrogen in its liquid phase, cryogenic nitrogen fluid is pumped into a recirculating process of the unit gas stream with a specially designed nozzle. The nitrogen is vaporized by the warm gas stream and forms mixed gas at a lower temperature. This cool gas mixture is used in the same manner as the gaseous cool down to accelerate the cooling of the reactor system. The liquid phase cool down, however, uses significantly less nitrogen due to the added cooling benefits of phase changing liquid to gas.
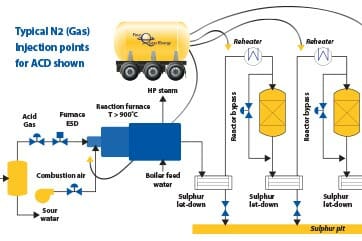
The nitrogen is transported to the site as a liquid via a nitrogen pump truck, equipped with a storage tank, diesel fired vaporizer, and cryogenic triplex pump. Additional nitrogen to complete the cool down is brought to site in specialized transport trucks. The liquid nitrogen can be pumped from the truck in its liquid form, or it may be converted to gaseous nitrogen, depending on the application. It then travels through injection piping into the process unit (hydrotreater, sulphur recovery unit, etc.) to be cooled.
The heat loss during a cool down can be determined using the following principle:
Q = m*c (ΔT)
Where:
Q = heat loss
m = mass of object to be cooled
c = specific heat capacity
ΔT = change in temperature (final-initial)
This calculation will define the overall heat transfer requirement from which the nitrogen consumption can be determined. Specific elements of the process unit, i.e., catalyst and metallurgy, each contribute to the total nitrogen requirement based on their individual masses and material properties. It is therefore important to compile as much information as possible regarding these parameters during the engineering assessment.
FourQuest Nitrogen Services for ACD
Virtually any reaction vessel operating at extremely high temperatures can benefit from the thermally engineered accelerated cool down service provided by FourQuest Energy. The high-temperature vessels used in the energy industry for a wide range of processes and products can often take days or even weeks to cool down to manageable working temperatures. Proper engineering design optimizes the accelerated cool-down portion of the plant shutdown process, allowing our clients to better plan and execute shutdown activities beyond the time savings provided by the ACD. Put simply, shutdown time is significantly reduced so that maintenance work can start sooner in a safer environment and with lower overall shutdown expenses.